|
В.А.ВОЛКОВ
Трубы, отопительные и другие санитарно-технические приборы во
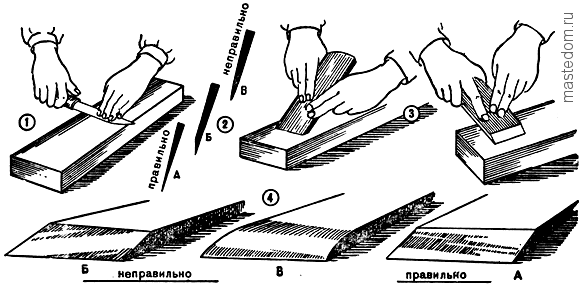
избежание коррозии поверхности окрашивают не менее двух раз. Первая
окраска часто производится на предприятии-изготовителе, вторая — после
монтажа. Каждый из слоев должен быть тонким, что предупреждает
отслаивание. Если поверхность «проглядывает» сквозь оба слоя, то следует
еще производить окраску, но не утолщая слоя. Когда даже первоначальная
окраска износится на месте монтажа и хранения предметов, то следует
уделить внимание очистке поверхности от пыли, коррозии, масляных пятен. В
любом случае каждый последующий слой краски можно наносить лишь после
подсыхания первоначального. Для окраски пользуются приспособлениями, при
их отсутствии — кистями. Следы старой краски на поверхности удаляют
смывкой, обжигом паяльной лампы или щетками из стальной проволоки,
скребками и т.п.
Приспособления для окраски труб, радиаторов отопления и т.п.
Одним из приспособлений (рис. 1, б) просто окрашивать не
смонтированные еще трубы или трубы, достаточно далеко расположенные от
стен. Приспособление состоит из двух серповидных металлических пластин.
Между их краями зажимаем кусок овчины или, в крайнем случае, вдвое
сложенную мешковину, так, чтобы мягкий материал закрыл внутреннюю
пластину. Среднюю часть этого материала натягиваем на
вилку-выталкиватель рычага, выполненную из двух стальных проволочек
диаметром в 1,5 мм. Благодаря вилке и рычагу мягкий материал
периодически выводится своей серединой из внутренней пластины для набора
краски. За рукоятку приспособление ведут вдоль трубы, поворачивая его
относительно оси трубы. Одно приспособление пригодно для окраски лишь
тех труб, которые мало рознятся по своему диаметру, к примеру G-1/2 и
G-3/4. Причем подгонка под тот или иной диаметр трубы осуществляется за
счет увеличения или уменьшения толщины мягкого материала.
Второе приспособление (рисЛ,в) рассчитано на окраску уже
смонтированных труб. На вогнутую часть его наклеивается ворсистый мягкий
материал, на который кистью наносится краска. Приспособление за
рукоятку заводят между стеной и трубой и окрашивают последнюю. Если
аккуратно пользоваться приспособлением, то не будет испачкана стена.
Кстати, для этого же можно воспользоваться изогнутой над пламенем
обычной зубной щеткой (рис. 1, г).
Фигурной кистью типа 1 пользуются для окраски наружных и открытых
боковых поверхностей чугунных радиаторов, а фигурной кистью типа II
покрывают краской тыльную сторону радиаторов, примыкающую к стене, и
нишу за ними (рис. 1, д).
Шарнирная кисть (рис. 1, е) служит для окраски труднодоступных мест.
Ее можно сконструировать из флейцевой кисти (рис. 1, о) с металлической
обоймой. Для этого отрезают рукоятку так, чтобы в ее деревянную часть
под обоймой была возможность вкрутить по шурупу с каждой стороны. Под
шурупы предварительно вставляется по проушине вилки. Еще один шуруп
вкручиваем поближе к волосяному пучку. Для этого придется предварительно
пробить обойму гвоздем. Под головку этого шурупа «устроится» проушина
тяги, которой и регулируем наклон кисти. Если определенный наклон кисти
требуется на длительное время, то тягу прибинтовывают к рукоятке, хотя
для этого вполне пригоден и накладной хомут. Вилку к рукоятке крепят
разнообразными путями, включая и забивку. Металлический колпачок в этом
случае предохранит деревянную рукоятку от раскалывания. А к
металлической трубке-рукоятке можно прямо приварить вилку.
Есть еще один вариант крепления вилки к обойме. Вместо вкручивания
Рис.1 Ручной инструмент и приспособления: а — для очистки труб от
коррозии; б — для окраски еще несмонтированных или далеко отстоящих от
стен уже прикрепленных труб; в — для окраски смонтированных труб; г —
измененная форма зубной щетки для окраски трубок; д — фигурные кисти для
окраски секций чугунных радиаторов; е — шарнирная кисть; ж, з —
разборные кисти и емкость для нескольких красок; и — кисть-ручник типа
КР; к — кисть -ручник типа КРС; л — кисть плоская типа КП; м — кисть
маховая типов КМ, КРВ, КСВ; и — методики пооперационных обвязок пучков; о
— кисть флейцевая типа КФ; п— кисти-мак-ловицы типа КМА; р — кисти
филеночные типа КФК; с — формирование пучка в емкости; т — конструкция
самодельной кисти типа КМ; у — возможное закрепление пучка на рукоятке; ф
— проклеивание выпадающих из щетки волос; х — щетка-торцовка типа ЩТ; ц
— методика нанвсения и распределения кистью масляной краски на
поверхности; ч — метка от пленки
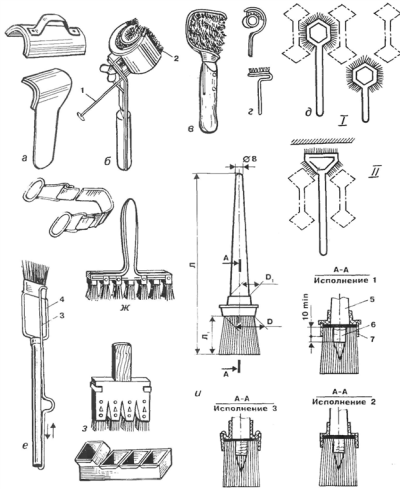 
1 —рычаг-выталкиватель; 2 —овчина; 3 —тяга; 4 — вилка; 5 — рукоятка; 6
— вкладыш; 7 — обойма; 8 — гвоздь; 9 — колодка; 10 — стеклянный стакан;
11 — консервная банка; 12 — деревянная шайба; 13 —накладка; 14 —шуруп
на краске; ш — полиэтиленовый пакет защищает от краски руку и рукав; щ
— самодельная кисть-набалдашник из тряпицы или микропористой резины; э —
широкая кисть из двух узких; ю — ванночка для промывки кистей и
валиков; двух шурупов в деревянную часть рукоятки под металлической
обоймой в этой обойме просто делают два отверстия, которые еще углубляют
в дерево. В отверстия вставляют концы вилок, загнутые на длине в 6...8
мм под углом 90°. Чтобы эти загибы не выскочили из отверстий, вилку
сразу под обоймой стягивают проволокой, которая не должна мешать
поворотам кисти вокруг оси, проходящей по загибам. Ибо при окраске
ладонью охватывают тягу и рукоятку. При этом один из средних пальцев
помещают в петлю тяги. Набрав краску, кисть просовывают, предположим,
между секциями радиатора. Поворот кисти по отношению к вилке
осуществляется пальцем, находящимся в петле, а фиксацию этого поворота
производят остальными пальцами, которые прижмут тягу к рукоятке. Для
повторного набора краски кисть возвращают в исходное положение по
отношению к вилке.
Для нанесения одновременно нескольких красок разных цветов существует
разборная специальная кисть (рис. 1, ж). Она состоит из металлической
державки, в плечи которой вставляют и закрепляют четырехгранные пучки —
вставки из щетины в металлических обоймах. По необходимости вставки
меняют. При смачивании кисть разделяют и каждый пучок окунают в
соответствующую краску. Затем кисть собирают и производят окраску.
Конечно, это очень неудобно. Поэтому такие кисти изготовляют и в общей
металлической обойме (рис 1, з). Тогда кисть комплектуется емкостью с
несколькими перегородками внутри (рис. 1, з). Между перегородками
наливают различные краски. Благодаря проемам между отдельными пучками в
обойме кисти пучок можно сразу смачивать в нескольких красках. Следуя
этому конструктивному принципу, можно создавать составные кисти, в
которых будут менять, предположим, крайние элементы по мере их износа.
Причем каждая вставка предназначена только для краски одного цвета.
Кисти и щетки
Рассмотрим, для каких окрасочных составов они предназначены и как обозначаются (рис.1):
КР, КРС, КРВ, КРО, КСВ - кисти-ручники для грунтовки и окраски;
КП — кисти плоские для грунтовки, окраски, а также для покрытия поверхностей лаком;
КМ — кисти маховые для промывки, грунтовки, побелки и окраски;
КМА — кисти-макловицы для окраски водными растворами;
КФ- кисти флейцевые для обработки (флейцевания) свежеокрашенных
поверхностей с целью устранения следов от работы кистями другого типа;
КФК — кисти филеночные для отделочных операций;
ЩТ — щетки-торцовки для обработки свежеокрашенных поверхностей и придания им шероховато-матового вида.
Таблица 1
Кисти КР, КРС, KM, KPB, KCB, ГОСТ 10 597—87
Условные обозначения
|
Габарит, мм
|
Масса,
кг
|
Д
|
л ! Д1
|
Л1
|
КР25, КРС25
|
25
|
250
|
20
|
37
|
0,064
|
КР30, КРС30
|
30
|
250
|
20
|
38
|
0,066
|
КР35, КРС35
|
35
|
250
|
20
|
38
|
0,072
|
КР40, КРС40
|
40
|
250
|
20
|
44
|
0,083
|
КР45, КРС45
|
45
|
280
|
20
|
51
|
0,087
|
КР50, КРС50
|
50
|
280
|
20
|
57
|
0,096
|
КР55, КРС55
|
55
|
280
|
20
|
89
|
0,150
|
КМ1
|
60
|
180
|
|
100
|
0,150
|
КМ2
|
60
|
180
|
——
|
109
|
0,190
|
КРВ-50
|
50
|
280
|
|
60
|
I
|
КРВ-60
|
60
|
280
|
м—
|
100
|
------
|
KCB-55
|
55
|
280 1-
|
66
|
—
|
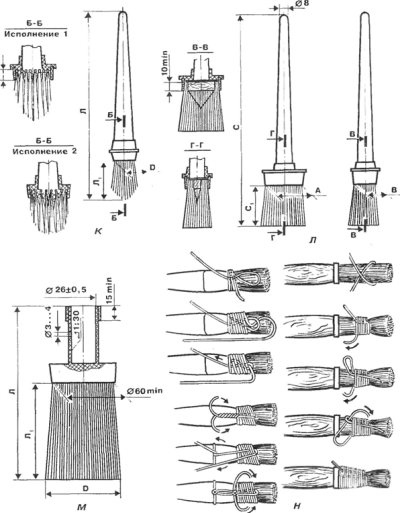
Эти кисти изготавливают на заводе с длиной пучка до 40% более, чем
указано в таблице. При этом пучки кистей, длина которых более 15%
нормативной, имеют объемные увеличенные вкладыши (рис. 1, и) и обвязку
(рис. 1, н). Некоторые обоймы кистей имеют крючки, обеспечивающие
подвеску кистей на емкостях с лакокрасочным составом (рис. 1, п). Если
такого крючка нет, то его выгибают из проволоки и крепят к рукоятке или
обойме.
Все приведенные в таблице 1 кисти, исключая КР20, КР25, КРС20, КРС25,
снабжены вкладышами. Площадь каждого вкладыша в поперечном сечении
относительно общей площади пучка составляет приблизительно 30% для пучка
из тянутой щетины или щетины-шток и 40% — для пучков из другого вида
сырья. Этот вкладыш обычной круглой формы и располагается в центре пучка
кисти. Без вкладыша обвязка недолго будет держаться на пучке. Причем в
месте обвязки поверхность пучка следует смочить клеевым раствором.
Таблица 2
Кисти плоские, ГОСТ 10 597—87
Тип
|
|
Габарит, мм (не менее)
|
|
А
|
|
В
|
С
|
Q
|
КП35
|
35
|
|
20
|
210
|
40
|
КП50
|
50
|
|
25
|
230
|
50
|
КП60
|
60
|
|
30
|
230
|
60
|
КП75
|
75
|
|
30
|
250
|
75
|
КП100
|
100
|
|
35
|
250
|
80
|
Таблица 3
Кисти флейцевые, ГОСТ 10 597—87
Условное обозначение
|
Габарит, мм
|
Масса, кг
|
А
|
В
|
Л
|
Л1
|
КФ25
|
25
|
9
|
180
|
37
|
0,04
|
КФ50
|
50
|
9
|
180
|
37
|
0,06
|
КФ60
|
60
|
14
|
210
|
43
|
од
|
КФ75
|
75
|
14
|
210
|
49
|
0,15
|
КФ100
|
100
|
18
|
240
|
56
|
0,25
|
Таблица 4
Кисти-макловицы, ГОСТ 10 597—87
Условное обозначение
|
|
Габарит, мм
|
Число
пучков
__|
|
Масса, кг
|
А
|
в
|
Л
|
а
|
б
|
Л1
|
КМА135
|
135
|
55
|
215
|
152
|
70 |70
|
105
|
0,3
|
КМА165
|
165
|
60
|
245
|
176
|
80
|
75
|
140
|
0,35
|
КМА195
|
195
|
65
|
275
|
210
|
80
|
80
|
150
|
0,4
|
Таблица 5
Техническая характеристика кистей филеночных,
ГОСТ 10 597—87
1
Условное обозначение
|
Габарит, мм
|
Масса, кг
|
Д
|
Л
|
d
|
Л1
|
КФК8
|
8
|
225
|
12
|
25
|
0,015
|
КФК10
|
10
|
240
|
12
|
35
|
0,02
|
КФК14
|
14
|
240
|
20
|
35
|
0,031
|
КФК18
|
18
|
240
|
20
|
35
|
0,04
|
Все приведенные в таблицах кисти в какой-то мере взаимозаменяемы в
том смысле, что при отсутствии одной можно пользоваться временно другой.
Конечно, филеночная кисть, например, не заменит кисти-ручника, но
помочь последней в углах ниш сможет. Даже если человек многократно
красил, практика его заставит набирать краску приблизительно лишь на 1/4
длины пучка и излишек отжимать о край емкости с составом, но как вести
саму окраску плоскости, ему подскажут схемы (рис. 1, ц). Эти схемы
окраски плоскостей особенно результативны, когда отсутствуют валик и
махровая кисть. Когда же последние есть, то «мелкими» кистями действуют
только по границам окрашиваемой поверхности.
Кисть, которой еще не пользовались, следует перед употреблением
промыть в теплой мыльной воде и подсушить. Вода вымоет пыль и оторванные
волоски, которые могут осесть на окрашиваемую поверхность. Крупные
кисти (типа КР, КМ, КРВ и др.) следует после этого обвязать крепким
шпагатом (рисЛ, н). Говорят: «Нет худа без добра». И действительно, если
краем новой крупной кисти можно окрасить даже углы, то у кисти со
стажем работы конусообразное окончание пучка позволяет проводить
сравнительно узкие полосы, да и отдельные волоски от трения стали тоньше
и гибче. Но по мере укорочения рабочей части пучка часть обвязки
удаляется.
Для самостоятельного создания кистей нужно знать, из чего они производятся на заводах-изготовителях.
При этом кисти и щетки должны быть стойкими:
а) к воздействию растворителей (ацетона, бензола и др.) и агрессивных
сред (растворов медного купороса и извести) — кисти типов КР КРС и
КРО;
б) к воздействию растворителей, агрессивных сред и горячей воды — кисти типа КМ;
в) к воздействию растворителей — кисти и щетки типов КП, КФ, КФК, ЩТ;
г) к воздействию агрессивных сред и горячей воды — кисти типа КМА.
Температурный предел стойкости (термостойкость) пучков кистей и щеток должен быть не менее 70°С.
Тянутую щетину получают вытягиванием щетинок определенной длины (не
менее 57 мм). Щетина-шток — это щетина минимальной длины, оставшаяся
после вытягивания. Синтетическая щетина приготовляется из вайлона,
велипропилена, сэтрона, полиамида П6 и 12С, капрона.
Таблица 6
Сырье и материалы для изготовления кистей
№
п/п
|
Наименование детали
|
Наименование сырья и материалов
|
1
|
Пучок для кистей типов КР...КР35,
КР025...КР035,КП35, КП40
|
Тянутая щетина, щетина шток, смесь тянутой щетины и синтетической
щетины в соотношении: не менее 70% тянутой и не более 30% синтетической
щетины.
|
2
|
Пучок для кистей типов
КР40...КР55,
КРС20...КРС55,
КРО40...КРО60,
КП50...КП100
|
Тянутая щетина, смесь щетины тянутой и синтетической щетины в
соотношении: не менее 70% тянутой и не более 30% синтетической щетины.
|
3
|
Пучок для кистей типа КМ
|
Тянутая щетина, конский или коровий волос; смесь конского волоса с
коровьим в различных соотношениях; смесь конского или коровьего волоса с
синтетической щетиной в соотношении: не менее 70% конского или
коровьего волоса и не более 30% синтетической щетины.
|
4
|
Пучки для кистей типов КРВ и КСВ
|
Сизальское, манильское или мексиканское волокно или смесь конского или коровьего волоса и капроновой щетины в соотношении 2:1.
|
5
|
Пучки для кистей или щеток типов КМА и ЩТ
|
Тянутая щетина, конский или коровий волос, синтетическая щетина;
смесь конского волоса с коровьим в различных соотношениях; смесь
конского или коровьего волоса с синтетической щетиной в соотношении 1:1.
|
6
|
Пучки для кистей типов КФ25 и КФ50, КФК
|
Тянутая щетина, щетина шток.
|
7
|
Пучки для кистей типов КФ60, КФ75, КФ100
|
Тянутая щетина
|
8
|
Обоймы для кистей типов КФ, КФК
|
Полиамид (пластмасса), жесть.
|
9
|
Обоймы для кистей типов КР, КРС, КРО, КМ, КП
|
Полиамид.
|
10
|
Рукоятки, вкладыши,
колодки, накладки, держатели
|
Древесина лиственных и хвойных пород, полиамид.
|
11
|
Кольца для кистей типа КМ
|
Сталь
|
Примечания :
1. Допускается рукоятка, держатели, колодки для кистей н щеток
типов KMA н ЩТ изготавливать из полиэтилена низкого давления
(пластмасса).
2. Допускается пучки кистей и щеток типов КМА и ЩТ,
изготовленные из конского или коровьего волоса, окантовывать натуральной
щетиной.
|
«Всякая хорошая кисть должна быть упруга и сжиматься, когда вы ее
растопырите кончиком пальца. Те, которые сгибаются и остаются
растопыренными, никуда не годятся». Так было написано в старинном
трактате, подмеченные качества действенны и для нашего времени.
Приведу, для примера, технологию изготовления своими силами маховой
кисти (тип КМ). Очень хорошо, если удастся найти узкую опорожненную
жестяную консервную банку. Ножницами по металлу нужно отрезать
закатанный круговой венчик вместе с крышкой, когда она осталась. Тоже
можно сделать и с дном консервной банки, хотя с дном детали кисти будут
прочнее соединены. Если дно сохранено, то в нем пробивается отверстие
для заостренного конца черенка, имеющего диаметр в сечении равный
20...30 мм. На конец черенка, введенного в банку, надевается деревянная
шайба, наружный диаметр которой несколько меньше внутреннего диаметра
банки. После осаживания шайбы на дно банки из нее должен выступать
приблизительно на
20...30 мм заостренный конец черенка, заменяющего вкладыш. На столько
же «утопленная» шайба не доходит до краев банки (рис. 1, т).
Создавшееся кольцевое пространство предназначено для корня волосяного
пучка. Для его сложения подбирается емкость (рис. 1, с) с внутренним
диаметром, равным внутреннему диаметру банки (например, стеклянный
стакан со стенками под прямым углом ко дну), а высота емкости должна
быть меньше самых коротких волос, из которых формируем пучок. После
аккуратного вкладывания волос емкость встряхивают, чтобы волосы заняли
параллельное положение друг к другу. Предпочтительно для более успешного
формирования пучка емкость сделать разборной. Все выступающие из
емкости волосы обрезают на расстоянии около 10...15 мм от края.
Возникший торец смазывают водостойким клеем или при его отсутствии —
отстоем масляной краски и вставляют с натугой в возникшее кольцевое
пространство между краем консервной банки и заострением черенка, когда
клей или краска подсохнут, совершают обвязку пучка (рис. 1, н) на 1/2
или 2/3 длины выступающей части. Верхнего предела придерживаются для
масляных и эмалевых красок, которые нужно с усилием размазывать.
Современные кисти часто на заводах делают без вкладышей и с
пластмассовой обоймой под короткую рукоятку (рис. 1, и), а не длинный
черенок. Конструкцию можно позаимствовать в полной мере, когда износится
пучок. Тогда его остатки удаляют и в свободное гнездо «водружают»
самодельный пучок, собранный по вышеизложенной технологии.
Есть еще конструкция самодельной кисти, когда на одном из концов
черенка вырезают 2...3 близко расположенные кольцевые канавки. Этот
конец обкладывается равномерно пучком (рис. 1, у) так, чтобы большая
часть волос оказалась вне черенка. Шпагатом или тонкой проволокой туго
прихватывают пучок к черенку в местах кольцевых канавок. Для крепости
еще до обматывания часть пучка у черенка можно пропитать водостойким
клеем или масляной краской, годятся для этого и масляный лак, и горячая
канифоль (растопленная канифоль).
В прошлом выпускались малярные кисти, в которых рукоятка со шпилем и
кольцевое пространство в ней вытачивались из дерева на станке. В это
кольцевое пространство набивали щетину и прижимали ее корни к шпилю
наворачиваемой проволокой. Иногда обходились и без проволоки, когда
корневую часть пучка пропитывали на длине 15...20 мм масляным лаком или
клеями (КБ-3, БФ-4), обвязывали ниткой, просушивали и на гипсовом или
алебастровом растворе вставляли в гнездо рукоятки.
Металлическая обойма кисти иногда спадает с деревянной рукоятки.
Обойму следует возвратить на рукоятку до плотного их контакта. Затем
гвоздем в нескольких местах так нужно пробить обойму, чтобы зазубрины,
выступившие вокруг отверстий, врезались в деревянную рукоятку.
Спрашивается, а из чего составлять самодельные пучки для кистей?
Самый близкий материал — собственные волосы. Но они не должны быть ни
ломкими, ни жирными и гладкими. Из «посторонних» материалов самыми
высочайшими качествами обладает свиная щетина. Флажковая ее часть
(вершинка) состоит из нескольких мелких волосиков, которые позволяют
равномерно наносить краску на поверхность. Как ни странно, но улучшение
породы свиней в связи с хорошим кормом и теплыми хлевами ведет к
уменьшению количества и ухудшению качества щетины, ее длины, упругости и
крепости на разрыв.
Длинная щетина собирается со свиных хребтов. Выдергивание из туш
облегчается предварительным ошпариванием. Боковая щетина — не столь
пряма и, кроме того, волниста и более коротка. С одной свиной шкуры
получают в среднем 100...200 г щетины, а на одну маховую кисть требуется
200...600 г. Поэтому пучки можно организовывать из смеси свиной щетины с
конским и коровьим волосом, а также с растительными и синтетическими
волокнами. Количество и качество самой щетины зависят от породы свиней,
времени забоя, района заготовки и способа съема.
Конский волос берется с хвоста и гривы, коровий — с хвоста. Перед
съемом волоса его нужно расчесать. Как эти волосы, так и щетину перед
формированием пучка следует промыть в теплой мыльной воде и просушить.
Еще эффективнее обезжиривание волос и щетины бензином. Хорошо «щетину в
течение нескольких часов прокипятить в воде. Затем ее для сохранения
формы зажимают в обойме из вулканизированной резины и погружают в
кипящее льняное масло. Такая обработка сохраняет эластичность щетины и
исключает деформацию пучка.
Кисти типа КМ, КРВ, КСВ и некоторые другие часто для удобства
покраски закрепляют на черенке длиной в 1—1,5 м. Причем, если кисть
предварительно имела короткую рукоятку, то ее прикручивают к концу
черенка шпагатом или мягкой проволокой. Благодаря конической форме
рукоятки кисть получает некоторый наклон, что облегчает окраску
вертикальных поверхностей. Существуют и специальные кистедержатели,
надеваемые на конец черенка.
Щетки-торцовки (рис. 1, х), как щетки для подметания пола и платяные щетки, имеют своеобразное крепление пучка.
Таблица 7 Щетки-торцовки, ГОСТ 10 597—87
Условное обозначение
|
Габарит, мм
|
Масса, кг
|
А
|
Б
|
В
|
ЩТ1
|
300
|
135±5
|
90±2
|
0,4
|
ЩТ2
|
300
|
75±2
|
75±1,5
|
0,4
|
При самостоятельном изготовлении щетки из доски вырезают колодку.
После разметки в колодке просверливают несколько рядов отверстий. Затем,
закрепив один конец намыленной би-чевки (или проволоки) в колодке,
пропускают ее в виде петли в первое отверстие, захватывают перегнутый
пополам пучок щетины и протаскивают в соответствующую ячейку. Затянув
один пучок, пропускают петлю в следующее отверстие и т.д. Когда все
отверстия будут заполнены, закрепляют на колодке второй конец бичевки.
Остается на верх колодки с переплетением бичевок наклеить накладку и
прикрепить рукоятку.
Можно щетку составлять и без бичевки. В этом случае в колодке
высверливают конические, расширяющиеся отверстия в сторону накладки. В
них вставляют смазанные клеем перегнутые пополам пучки волос, которые
прочно защемляют в отверстиях после высыхания клея и прикрепления
накладки. Пучки фиксируют в отверстиях колодки и без клея, когда в
отверстия забивают конические втулочки. При этом пучки не обязательно
перегибать.
Задача намного упрощается, если имеется щетка со стертыми пучками.
Следует осторожно ее разобрать, удалить остатки пучков и вставить новые.
Не нужно только забывать, что колодка — деревянная и расколоть ее не
составляет труда, а вот склеить будет сложно.
Зная конструкцию щетки, можно повысить и ее качество тогда, когда она
начинает «линять». Клей типа «Момент» или «Суперцемент», внесенный в
корень пучка даже с открытой части колодки, сдержит волоски и щетинки от
выпадания.
Ну, а что предпринять, если нужно что-то окрасить или загрунтовать, но нет кистей или хотя бы щетки для подметания пола?
Таблица 8
Техническая характеристика щеток для подметания полов, ОСТ 17-180—79
кч
|
Условное обозначение
|
Габарит, мм
|
Масса, кг
|
оз
|
Р43-Р
|
280 х 50 х 1500
|
0,4
|
Ol
|
Р43-Р
|
280 х 50 х 1500
|
0,4
|
09
|
Р44-Р
|
280 х 60 х 1500
|
0,45
|
08
|
Р45-Р
|
300 х 60 х 1500
|
0,50
|
Примечание. В щетках пучки составлены из синтетической щетины: капроновой или вайлоновой.
|
Так вот, когда нет ни кистей, ни щеток, находят палку или
металлический стержень. Предпочтительно, конечно, палку, ибо
металлическая рукоятка будет слишком тяжела. К концу палки привязывают
(рис. 1, щ) тряпицу так, чтобы возник мягкий набалдашник. Им и
производят малокачественное нанесение состава. Набирать и размазывать
состав следует торцовой частью набалдашника.
. В городах картошку, свеклу, лук и т.п. в овощных магазинах
расфасовывают в сетки из синтетических нитей. Имеет смысл собирать, а не
выбрасывать эти сетки. Их разрезают на куски длиной в 70...ПО мм. Один
конец пучка из таких сеток вкладывают с усилием, предположим, в конец
алюминиевой трубки и расплющивают ее торец. Если пучок окажется слишком
длинным, то его обрезают или обвязывают проволокой, концами которой
протыкают пучок, и вновь ее закручивают. Проволока не свалится с пучка,
ибо его нити сетчатые.
Кистемойки
Кисть после работы, например, масляными красками, если не промыть, то
ее пучок будет напоминать торец палки, расклепанный молотком. Остается
или выбросить кисть или попытаться слипшийся пучок хоть немного
размочалить молотком, когда этот пучок, выступающий из обоймы, частью
положат на камень, деревянную колоду или металлическую полосу. Такой
«восстановленной» кистью можно будет лишь проводить самую грубую
окраску.
Если перерыв в работе кистью всего 2...3 дня, то кисть на это время
опускают в воду в подвешенном состоянии. Упирание пучка кисти о дно
емкости превратит торец пучка в нечто, напоминающее свиной пятачок.
Хранение кистей в воде в течение многих дней и даже месяцев перерождает
пучки в отдельные слипшиеся пряди, когда кисти побывали в масляной
краске. Поэтому перед длительным хранением кисть, щетку, приспособление и
т.п. сразу после применения отмывают в растворителе, скипидаре,
керосине, бензине. Затем кисть отжимают и протирают сухой тряпкой и
вновь промывают в теплой мыльной воде. Высушенную кисть следует уложить
не во влажное место.
При частом пользовании кистями делают кистемойку. Для этого годится
обычное ведро или бидон. Если берут ведро, то к нему прилаживают крышку,
которая должна плотно закрывать ведро. На расстоянии 30...60 мм от дна
устраивают второе вынимающееся дно с отверстиями. В ведро заливают один
из видов составов для промывки. Опущенную в краску кисть трут о дно с
отверстиями. Отделяемая краска опускается через отверстия на дно ведра,
откуда она периодически счищается специальным черпачком.
При коротких рукоятках кистей крышка ведра предохраняет окружающее
пространство от запахов. В противном случае при длинных черенках
кистемойку оставляют открытой на время промывки кистей. В условиях
квартиры кистемойку предпочтительно держать в туалете или ванной
комнате, где есть вытяжка. Но не следует забывать, что кистемойка
пожароопасна.
Валики малярные
Валики широко применяются для окраски частей отопительных и
сантехнических приборов, ниш и стен за ними и во многих других случаях.
Форма, конструкция и назначение валиков (рис. 2) разнообразны.
Таблица 9
Валики малярные, ГОСТ 10831-80
Условное обозначение
|
Габарит, мм
|
Диаметр
(d) мм
|
Масса, кг
|
Л
|
к
|
Н
|
Д
|
ВМ 100
|
100
|
50
|
240
|
50
|
6...8
|
0,26
|
ВМ 200
|
200
|
125
|
250
|
50
|
8
|
0,32
|
ВМ250
|
250
|
150
|
270
|
50
|
8
|
0,35
|
ВП 200
|
200
|
125
|
260
|
63
|
8
|
0,20
|
ВП 250
|
250
|
150
|
280
|
63
|
8
|
0,22
|
ВМУ
|
40
|
|
225
|
80
|
6
|
0,16
|
Каждый из валиков имеет сравнительно сложную конструкцию и состоит из
разнообразных материалов. Так, корпуса изготавливают из полиэтилена
высокой плотности или других ударопрочных пластмасс, физико-химические
свойства которых не ниже, чем у полиэтилена (по ГОСТ 16338-85).
Допускается производство корпусов из алюминиевых сплавов. Самостоятельно
корпуса можно конструировать из пластмассовых труб, резиновых
цилиндров, вытачивать из дерева, учитывая, что некруглость корпуса
следует соблюдать в пределах 1 мм для валиков типа ВМ. Ведь, чем плотнее
валик будет прилегать к плоскости покраски, тем эта покраска
качественнее и быстрее осуществима. Корпуса валиков изготавливают и из
картона с пропиткой их в эпоксидной смоле или бакелитовом лаке марки
ЛБС, а для валиков типа ВМУ корпуса предпочтительно вытачивать из
алюминия или дерева.
Одна из главных деталей валика — покрытие корпуса, которое доносит
краску до нужной поверхности и равномерно ее распределяет. Это покрытие
для валиков типа ВМ и ВМУ изготавливается из лоскутов меховой выделанной
овчины или шелковистой ткани с ворсом из химических нитей и пряжи,
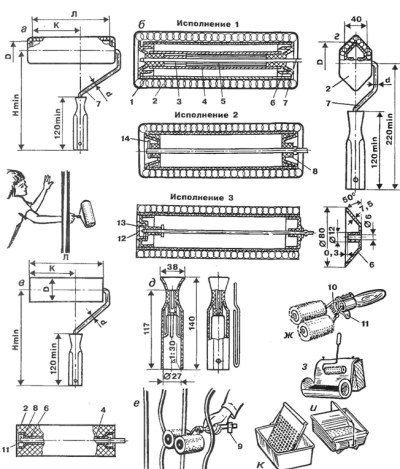 Рис.2. Валики малярные: Рис.2. Валики малярные:
а — типа ВМ и пользование ими; б —- ролики к валикам типа ВМ; в —
типа ВП и ролик к нему; г — типа ВМУ и подшипник к нему; д —
пластмассовые и металлические рукоятки; е — сдвоенный, с фиксацией
кронштейнов в рукоятке; ж — сдвоенный, с фиксацией кронштейнов
металлической пластиной; з — емкость под краску из консервной банки; и —
металлическая ванночка под краску; к — пластмассовая ванночка под
краску; 1 — корпус; 2 — покрытие; 3 — разрезная втулка; 4 — трубка; 5 —
втулка; 6 — подшипник; 7 — кронштейн; 8 — шайба; 9 — хомут; 10 —
стягивающая пружина; 11 — пластина; 12 — заглушка; 13 —стопорная шайба;
14 — шплинт
или из искусственного трикотажного меха, или тканевых ворсовых
рукавов. Секрет в том, что покрытие, к примеру, из меха должно
изготавливаться из однородного материала с одинаковой высотой ворса.
Причем согласно ГОСТ 10831-87 эта высота лежит в пределах 8...25 мм и
зависит от количества лоскутов, которые израсходованы на шитье покрытия.
При этом высота шва для натурального меха должна быть 2...3 мм, для
искусственного меха — 3...5 мм, а на создание самого шва идут
хлопчатобумажные нитки № 10, 20, 30 или 40 трех или шести сложений.
Продаваемый валик комплектуют 1...2 покрытиями. Следовательно,
остальные покрытия придется шить самостоятельно, учитывая вышеизложенные
технические условия. При этом меховое покрытие валика типа ВМ, исключая
исполнение 1 (рис. 2, а), сшивают по винтовой линии относительно оси
ролика. А в случае, когда корпус валика типа ВМ изготовлен из картона,
то полоски меха наклеивают встык по винтовой линии с помощью эпоксидной
смолы. Допускается зазор между полосками или нахлест полосок не более
1,5 мм.
Покрытия для валиков типа ВП изготавливают из сплошного куска
пенополиуретана. Клеевые и сварные соединения не разрешаются. На
практике иногда загрязненное покрытие удаляют и в связи с отсутствием
нового подшипника и ролика (рис, 2, в) трубки обертывают просто
поролоном, закрепляя его поверху бечевкой. Конечно, такое «сооружение»
не обеспечит качества окраски.
Подшипники заводских валиков изготавливаются из полиэтилена высокой
плотности или алюминиевых сплавов. При самостоятельном создании валика,
предположим, из дерева, можно обойтись вообще без подшипников, смазывая
осевую часть кронштейна (рис. 2, б). Но корпус валика не будет свободно
вращаться, если загиб оси будет совершен слишком близко от торца
корпуса.
Рукоятки заводских валиков сделаны из полиэтилена высокой плотности.
Они, в большинстве случаев, имеют внутреннюю полость для посадки на
черенок. Это соединение следует производить осторожно, чтобы не лопнула
пластмасса. Если все же это произойдет, то можно попытаться заварить
трещину раскаленным металлическим стержнем или полосой,
электропаяльником и т.п. При самостоятельном конструировании валика
рукоятку лучше сделать из обрезка стальной трубы и приварить ее к
кронштейну. Если валик не нужно крепить к черенку, то достаточно в
качестве рукоятки использовать конец кронштейна, загнув его (рис. 2, д) в
виде петли.
Широкое применение при окраске может найти сдвоенный валик (рис. 2,
е). Его в магазине не приобрести. Такой валик можно «изобрести», к
примеру, из двух валиков типа ВП (рис. 2, в). Кронштейны каждого из
цилиндров должны позволять изменение расстояния между ними. Тогда
сдвоенный валик убыстрит окраску далеко отстоящих друг от друга труб,
ограждений и т.п. Кронштейны, установленные на определенном расстоянии,
можно фиксировать в рукоятке (рис. 2, е) или с помощью пластины (рис. 2,
ж). При этом рукоятку для первого случая иногда делают разрезной,
стягивая половины хомутом, а для второго случая фиксация кронштейнов
осуществляется изогнутой металлической пластиной, которой управляют
большим пальцем руки, охватывающей рукоятку.
Для набора краски валик опускают в достаточно широкую емкость. Обычно
она представляет из себя четырехугольный металлический ящик (рис. 2, и)
с сеткой или решеткой, имеющей ячейки в 5... 15 мм. После окунания
валика в краску его прокатывают по решетке, чтобы излишняя краска
стекла. Теперь валик можно прикладывать к окрашиваемой поверхности,
накатывая полосы с перекрытием в 30...40 мм. Углубления, углы
докрашивают кистями.
Специальный металлический ящик под краску для валиков можно сделать
из консервной банки из-под томата, брынзы, оливкового масла и т.п. Для
этого ножницами по металлу разрезают банку вдоль и один из краев
прибивают к доске (рис. 2, з). Остается в банку опустить решетку,
прикрепить ее к стенкам и устройство ванночки готово для приема краски.
Переносить устройство ванночки можно, берясь за решетку или за
дополнительно приделанную рукоятку.
Меховое покрытие валиков, еще не побывавшее в деле, следует перед
началом применения вымочить в воде в течение 4...7 часов, когда покрытие
уже находится на валике. Перед опусканием в краску с покрытия нужно
отжать воду, прокатив, предположим, валик по доске.
Ящики под краску для валиков выпускаются серийно заводами и называются «ванночками с сетками».
Таблица 10
Ванночки с сетками ТУ 22-4842—80
Условное
обозначение
|
Габарит, мм
|
Вид
материала
|
Масса, кг
|
ИР-440
|
370 х 340 х
200
|
Оцинкованная жесть
|
2,5
|
ИР-770
|
350 х 280 х
150
|
Полипропилен
|
0,8
|
Корпус металлической ванночки (рис. 2, и) делают с отбортовкой торцов
для придания жесткости корпусу, сетку—из стального листа, рукоятку — из
стали круглого сечения. Подобная металлическая рукоятка есть и на
пластмассовой ванночке (рис. 2, к).
Источник:
/ mastedom.ru 15-06-2011, 01:51
|